
MIG пайка бронзой CuSi3 (A)
По оказии на попроб заказал различных медных сварочных расходников:
1. Проволоку медную CuSi3 д.0,8мм 1кг, FOXWELD (5168) на катушке 1 кг
2. Прутки латунные, диаметр 1,6 мм, CuZn40, БАРС (СВ000008142)
3. Прутки медные, диаметр 1,6 мм, CuSi3, БАРС, (СВ000007894)
Вчера опробовал сварочную проволоку CuSi3, намучался я с установкой килограммовой катушки в аппарат- либо я что-то пропустил, либо 100 мм катушка не для него, надо что-то колхозить, либо перематывать на 200мм катушку.
Коротенькое видео, видно, как видно, щиток на маске уже пора менять, глаза не замечают, а камере существенно, снимал с гошкой под маской, варил одним глазом, да и эксперимент в чистом виде для меня:
Режим: Helvi TP220, Synergetic SuSi3 0,8, выбранная толщина — 1мм (в импульсном режиме программ для пайки- нет). Смесь 80/20 Ar+CO2.
Интересный результат, варится (паяется) практически без отличий от обычной проволоки, единственное отличие- да, основной материал при нормальной скорости формирования шва не перемешивается, а именно заполняется подаваемым материалом, все легко контролируется.



С обратной стороны, при попытке отломать

Пытался сломать шов в обе стороны- не запредельными усилиями не получилось, с учетом того, что пайка только с одной стороны, металл 2 мм. гнется, но даже намека на слом нет:

Бонус, нагадил на молоток, конечно, полуавтоматом лучше так не делать, если есть задача именно наплавки- лучше делать это TIG-ом, просто ради фана:

Как ни бил- ни намека на отслаивание или трещины))
Надо понимать, что силовуху так делать не надо и прямо не рекомендуется, но паять так что-то тонкое, корпуса, кожухи, оцинковку- супер.
Кстати, если попытаться паять алюминий — на вид получается, но отваливается от легкого щелчка вместе с частью спаиваемого материала, материал шва при этом выглядит светлым серебристым металлом и легко ломается пальцами- вот как выглядит место пайки на алюминии после отрыва шва:

![]()
32 thoughts on “MIG пайка бронзой CuSi3 (A)”
Газ нужен 100% аргон, иначе много брызг. И аппарат должен иметь предустановленный режим сварки- CuSi. Проволоку лучше использовать немецкую Bercoweld S3 (CuSi3Mn).
Этот аппарат имеет отдельную программу на пайку именно в смеси, но да, с аргоном лучше:
Подскажите, наконечник размер в размер или например для 1,0 проволоки 1,2 наконечник?
Размер в размер
Благодарю!
У меня есть фотографии, где металлоконструкции из оцинковки варят проволокой Bercoweld S3 без выгорания цинка. На какой адрес выслать? Сюда не могу добавить самостоятельно.
—
Валерий, выгорит цинк или нет, скорее от настроек аппарата зависит, проволока вся по составу +- CuSi3, у меня на фото в посте FOXWELD, ниже CuSi3 от Helvi.
На присланных фото пайка выглядит грубоватой, шов не растекается, кажется режим не совсем правильный, возможно в угоду бОльшего сохранения цинкового покрытия.
Здравствуйте. Вышлите пожалуйста фото пайки без нарушения покрытия цынк. На адрес akob503@mail.ru
А мне сказали -есть программы пайки с пульсом.
Кто сказал и про что?
Вы написали «в импульсном режиме программ для пайки- нет». Звонил в http://helvi-weld.ru , общался с Олегом, он сказал — в ТР 220 программы на пайку с импульсом есть.
Сергей, передавайте в следующий раз пламенный привет Олегу, может вспомнит про проволоку и расходку, месяц уже наверное прошел, как я у него запрашивал.
Смотрите, 220-го аппарата у меня уже нет, но на тот момент, когда писалась данная запись, я в меню программы пайки CuSi именно с импульсом не нашел, о чем и написал. Если посмотреть руководство на 220-ю модель с их сайта:
http://helvi-weld.ru/wa-data/public/shop/products/34/00/34/attachments/%D0%98%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BA%D1%86%D0%B8%D1%8F%20%D0%BF%D0%BE%20%D1%8D%D0%BA%D1%81%D0%BF%D0%BB%D1%83%D0%B0%D1%82%D0%B0%D1%86%D0%B8%D0%B8%20TP%20220%20Helvi.pdf
пункт 13.0 стр 96
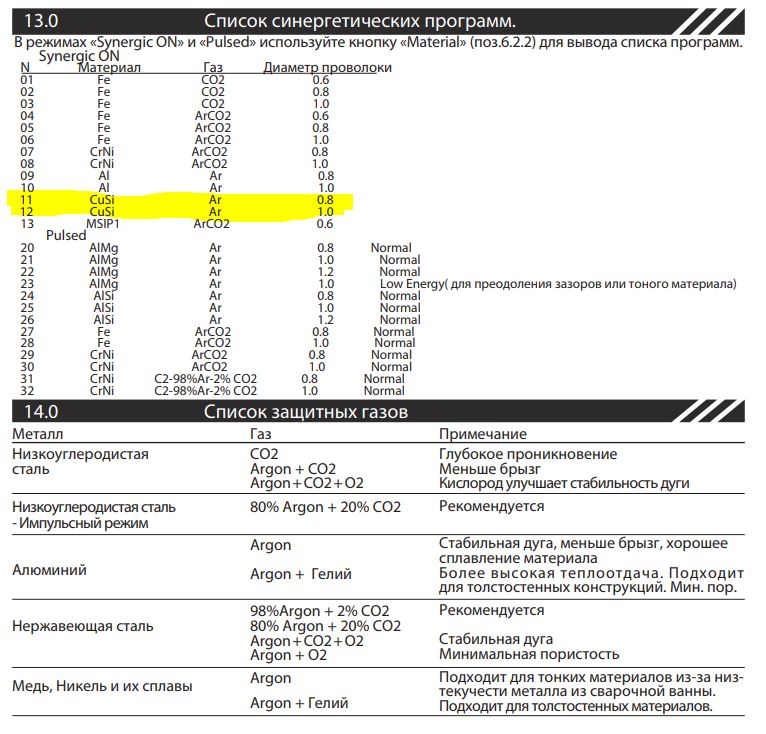
В импульсном режиме нет пайки CuSi — тут либо аппараты обновились и добавили и как всегда забыли инструкцию поменять, либо ошибка, в любом случае, если для вас этот режим сильно важен, пока его на самом аппарате не увидите — не берите)
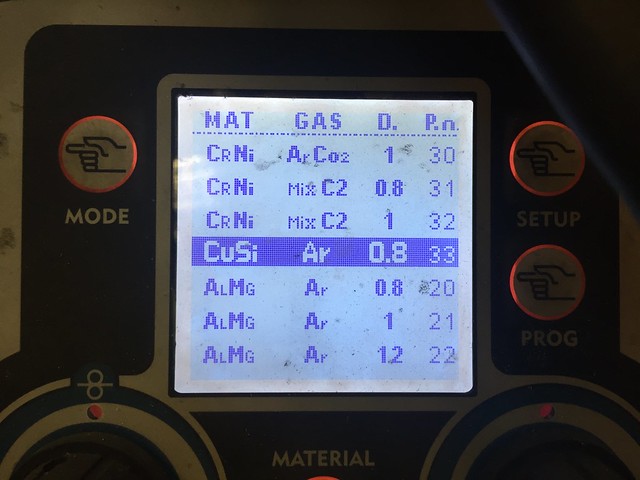
А вот в отличии от 220-го, на 230-ом, в руководстве пользователя (которого до сих пор нет на сайте, о чем я просил еще год назад) есть сиротливая 33-я программа пайки CuSi в импульсном режиме, только для 0.8 проволоки:
Вот список программ на аппарате:
Вот конкретно эта программа
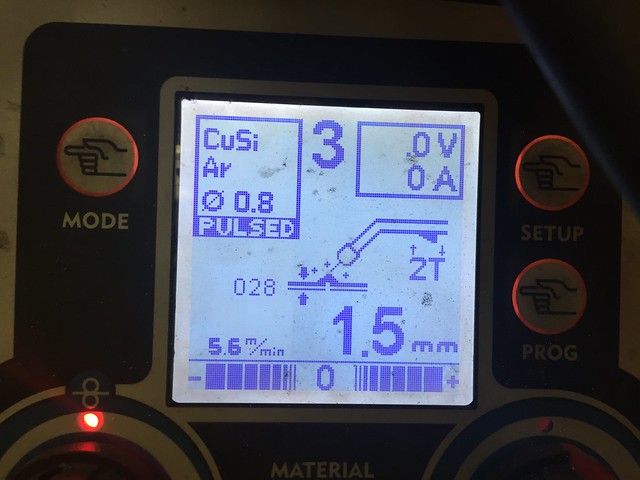
А вот разница на деле- сверху синергетический режим, снизу импульсный, настройки одинаковые, к импульсному надо приноровиться:
Видимо добавили.Теперь 33 программа появилась, с пульсом. http://websvarka.ru/talk/topic/10585-pomogite-s-vyborom-poluavtomata/page-19 .Ну и видео они мне скинули.
Тогда отлично, фото, как работает на 33-й программе есть тут в комментариях.
MSIP1 — это чего такое? 13 программа.
В душе не чаю, у Олега лучше спросить.
Все работы с проволоками из медных сплавов проводятся на аппаратах с импульсами, поэтому раньше на работали с ними на простых полуавтоматах из-за перегрева ванны.
Валерий, у данного аппарата работа с проволоками из медных сплавов ведется только на синергетических режимах, без импульса, все отлично работает:

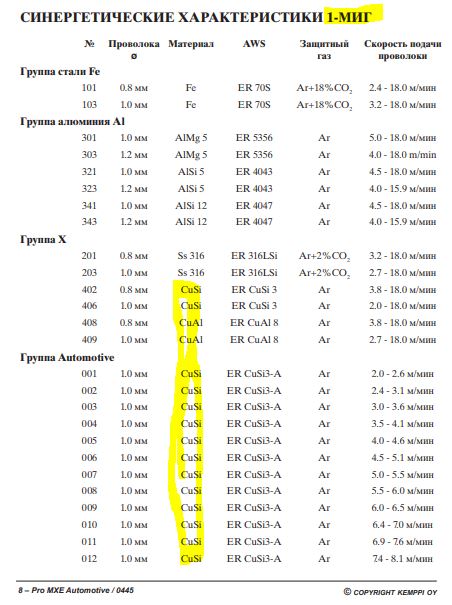
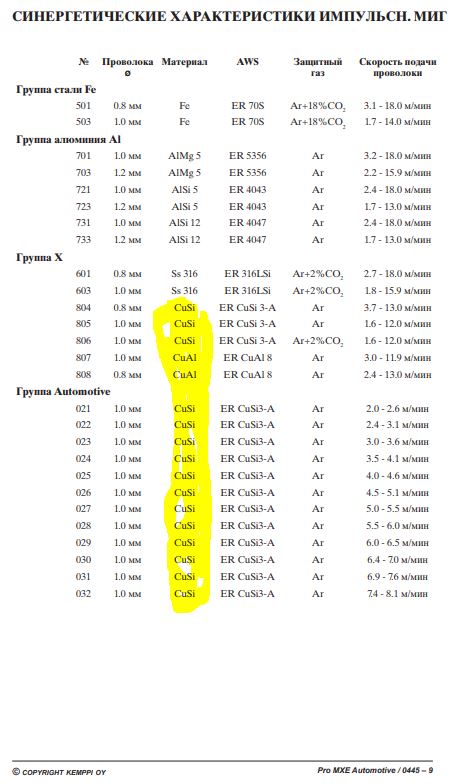
Если взять другие аппараты, к примеру Kemppi, у них есть работа с медными проволоками как в синергетическом, так и в импульсных режимах:
А модель Kemppi подскажите?
KEMPPI PRO MXE
Это ж только панель стоит 200тыр. а с аппаратом? Даааааа уж.
А еще податчик, горелка, расходка…. )))
Паяют только импульсом. У Вас как раз и указана автомобильная группа материалов — высокопрочная оцинкованная сталь (двух или трёхфазная). (как добавить фотографию в тему письма?)
В смысле паяют только импульсом, если куча аппаратов, которые успешно паяют без импульса?
Картинку- если только ссылкой на нее.
У меня фотографии в компе. Ссылка на папку в компе в поле «комментарий» не проходит. Как Вам удаётся?
Валерий, сперва необходимо загрузить фото на какой-либо фотохостинг, типа disk.yandex.ru, получить на неё ссылку и уже ее вставлять.
Красиво, паяете для сохранения цинкового покрытия?
Этим фото уже два года. Аппарат Фрониус, проволока Bercoweld S3 1,0 mm. Брызг практически нет. Паял не я, я только учусь. Они опоры сразу на порошковую окраску отправляют — на высокой производительности производства выигрывают снижение себестоимости. Гарантию от коррозии дают на нереальных срок!
Опоры и паять, у меня что-то в голове не укладывается, если на них приходится нагрузка, а эти лепестки играют роль укосин, просто опасно, пайка- это совсем не сварка.
Посмотрите пределы прочности этой бронзы и катеты. Там ещё есть важнейшая для северов характеристика — ударная вязкость при низких температурах. Она у бронзы лучше любой стали.