Фланец цангового патрона 5С для токарного QUANTUM (Opti) D210Х400
Нашел на Ebay вполне достойный и не сильно дорогой цанговый патрон 5С, позволяет использовать цанги до 28 мм. Цена на момент заказа US $146.99 + $20.99 доставка.
| Фото продавца | ||
|---|---|---|

|

|

|

|

|

|
|
|
|
|
|
|
|
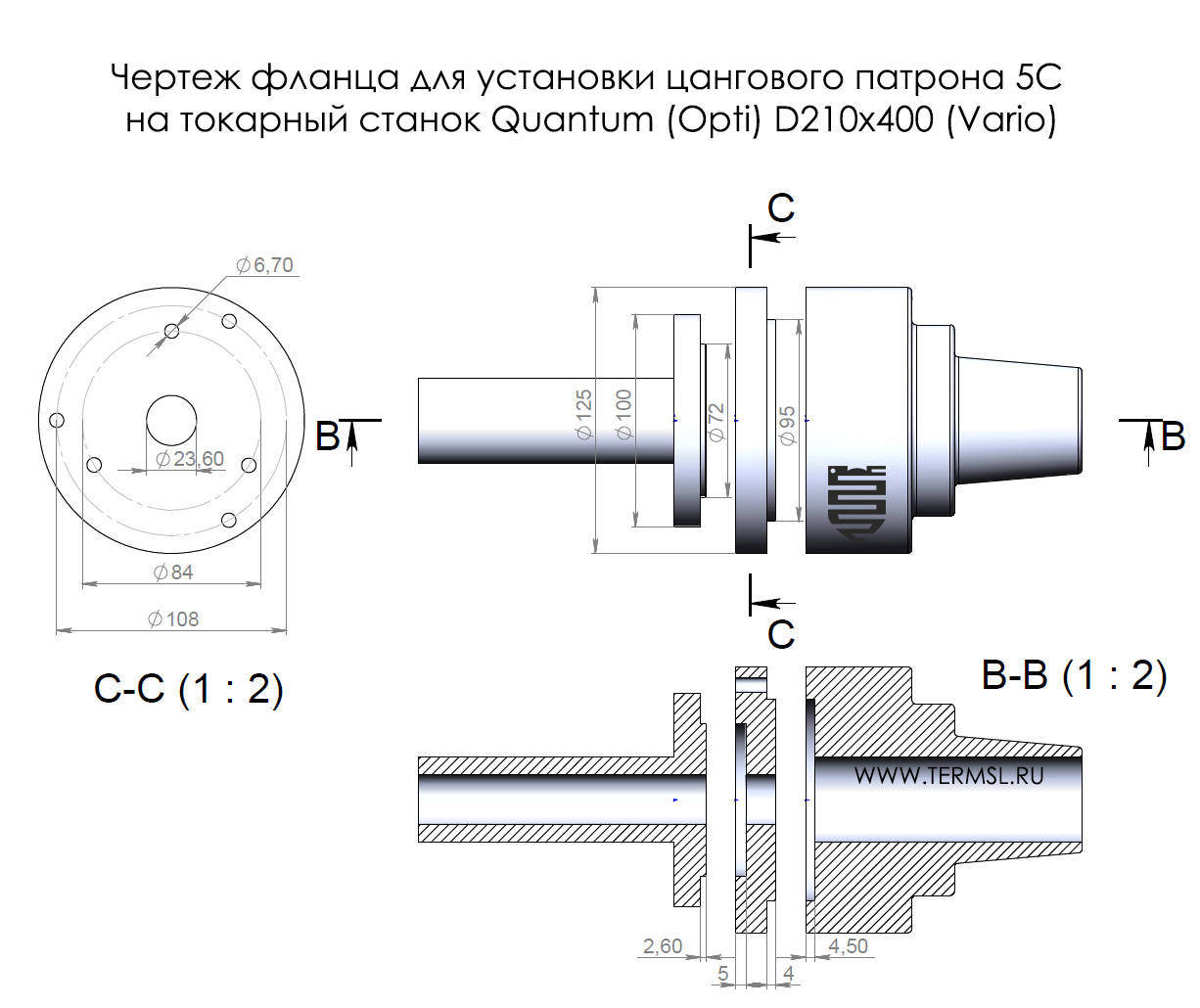
Прикидываю чертеж, что во что входит и обмеряю шпиндель токарника и пришедший патрон, описание у продавца было более чем скудное, у патрона посадочный поясок D95 мм глубиной 4,5 мм, у шпинделя D72 мм, длинной 2,6 мм. У патрона крепеж на 3 болта в фланец по окружности 108 мм, у шпинделя- три сквозных отверстия под шпильки по окружности 84 мм. Шпильки и болты и там и там М8.
Для начала надо раздобыть заготовку для фланца, желательно чугунную и желательно две, так как мне еще нужен фланец для планшайбы и на всякий случай. Две чугунные болванки приехали мне почтой, получил исключительное удовольствие получая данную посылку, не большая коробочка весом в 9 килограмм) Заготовки у меня диаметром 125 мм и длинной 50 мм, для начала надо располовинить:

|
Тот еще пазл, как закрепить короткую и толстую заготовку в ленточке, приходится городить огород и придерживать в процессе отрезания |

|
Отрезалось, не сильно ровно, +- пара мм, пойдет) |
Дальше токарка:

|
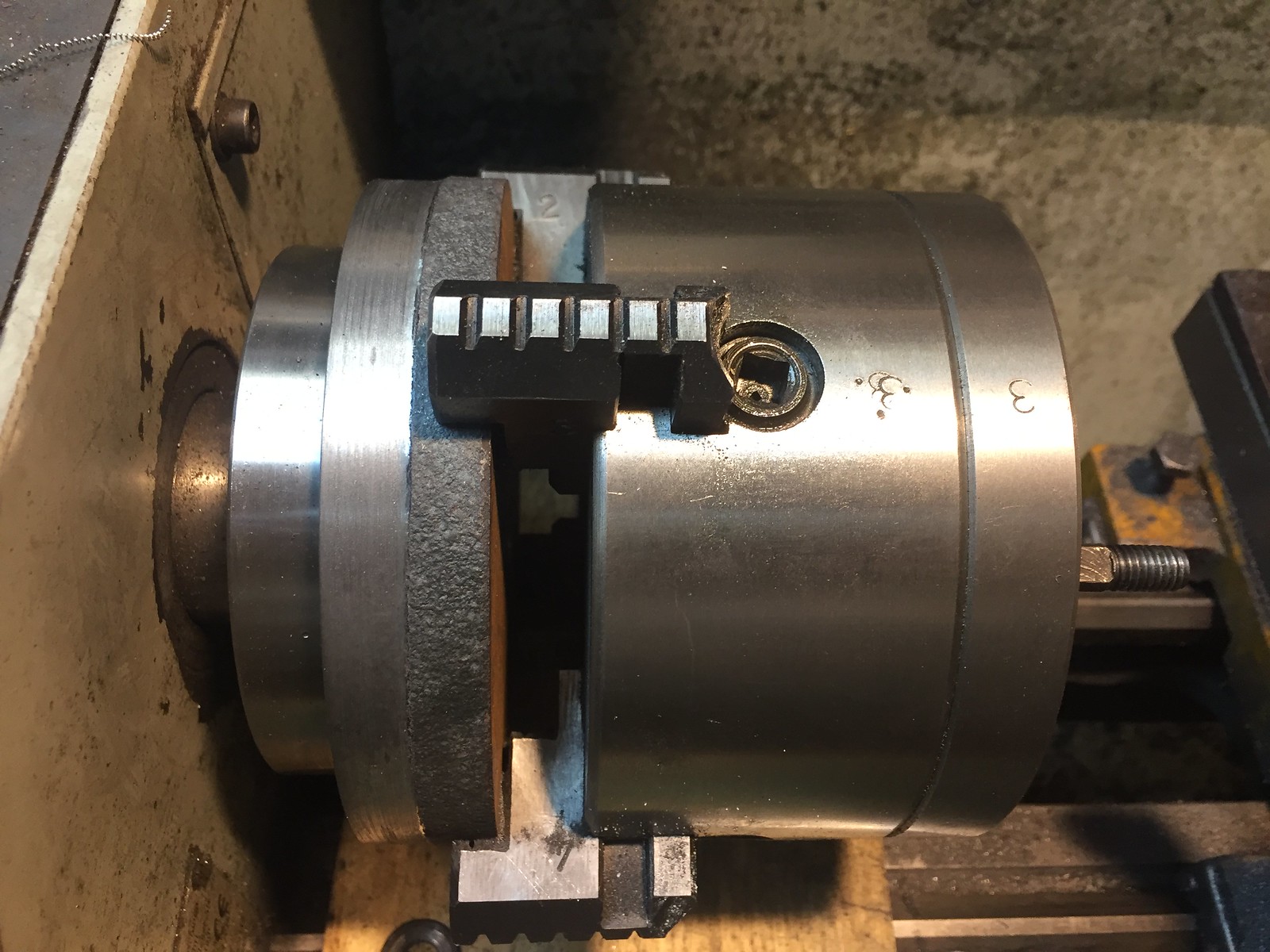
Такая громадина у меня влезла только в обратные кулачки 125-го патрона, по быстрому обдираю одну сторону, потом за кадром, растачиваю центральное отверстие и посадку на шпиндель. Глубину 5 мм сделал для того, чтобы поясок можно было измерять в процессе расточки телескопическими щупами. |
|
Примеряю посадку на шпиндель, входит с припёрдом- то что надо! |
|
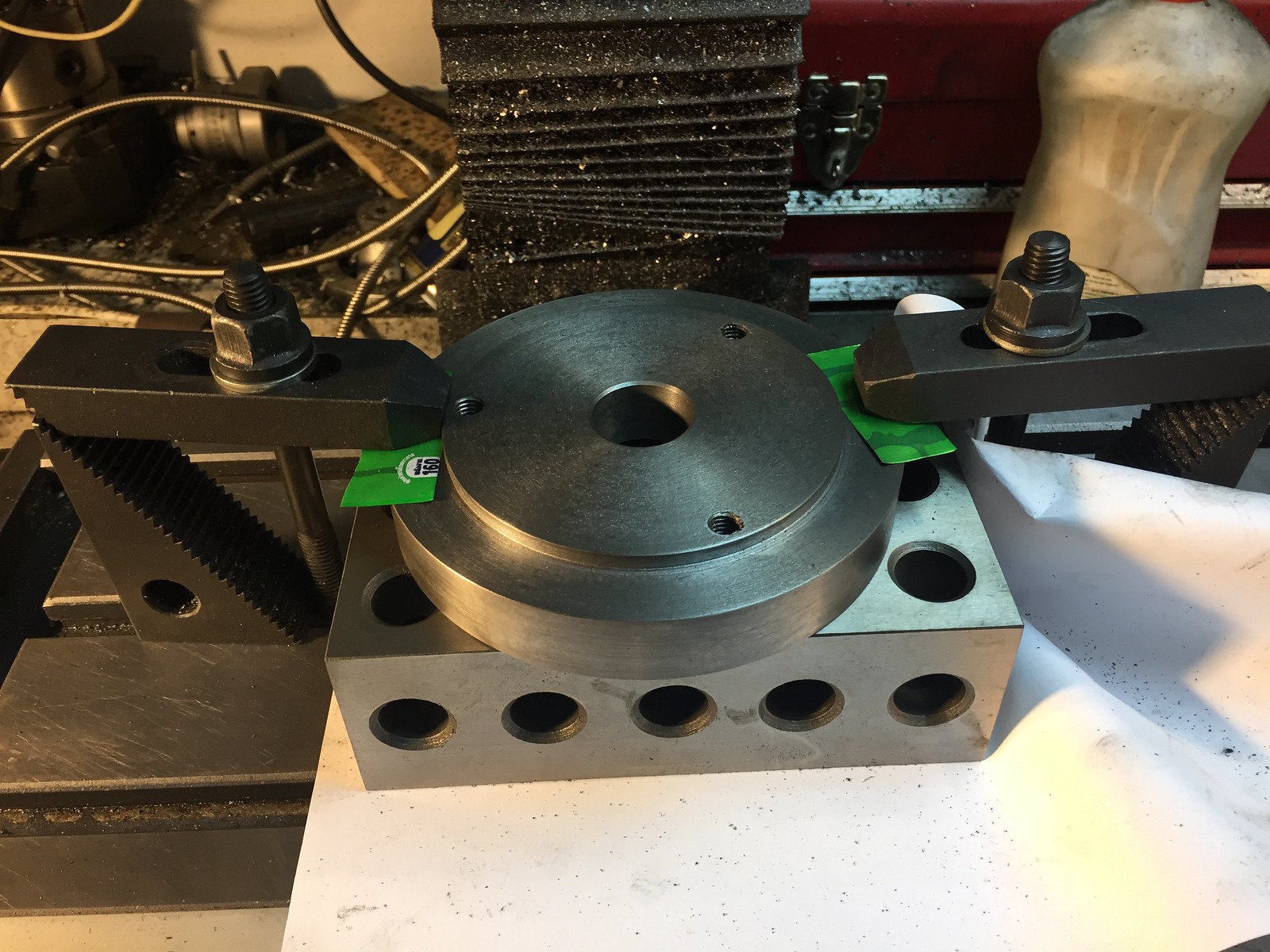
Ставлю на фрезер, обкатываюсь и сверлю по координатам отверстия под шпильки, зенкую, нарезаю резьбу М8. Тут один очень важный момент- после сверления отверстий метал вокруг них поднимается и посадка на шпиндель не будет плотной, соответственно ни о какой точности речи быть не может. Необходимо притереть плоскость посадки любым способом до тех пор, пока лишнее не сошлифуется, я для этого использовал 1200-ю шкурку и гранитную плиту, притирал, пока не начало брать по всей поверхности фланца. |

|
Ввинчиваю шпильки, пора ставить на шпиндель |

|
А теперь обдирать вторую сторону и внешний диаметр |
|
Можно приложить и посмотреть, как срастается |
|
|
|

|
Делаю посадку под патрон |

|
Опять снимаю, делаю отверстия под болты крепления патрона, режу резьбы |

|
С другой стороны |

|
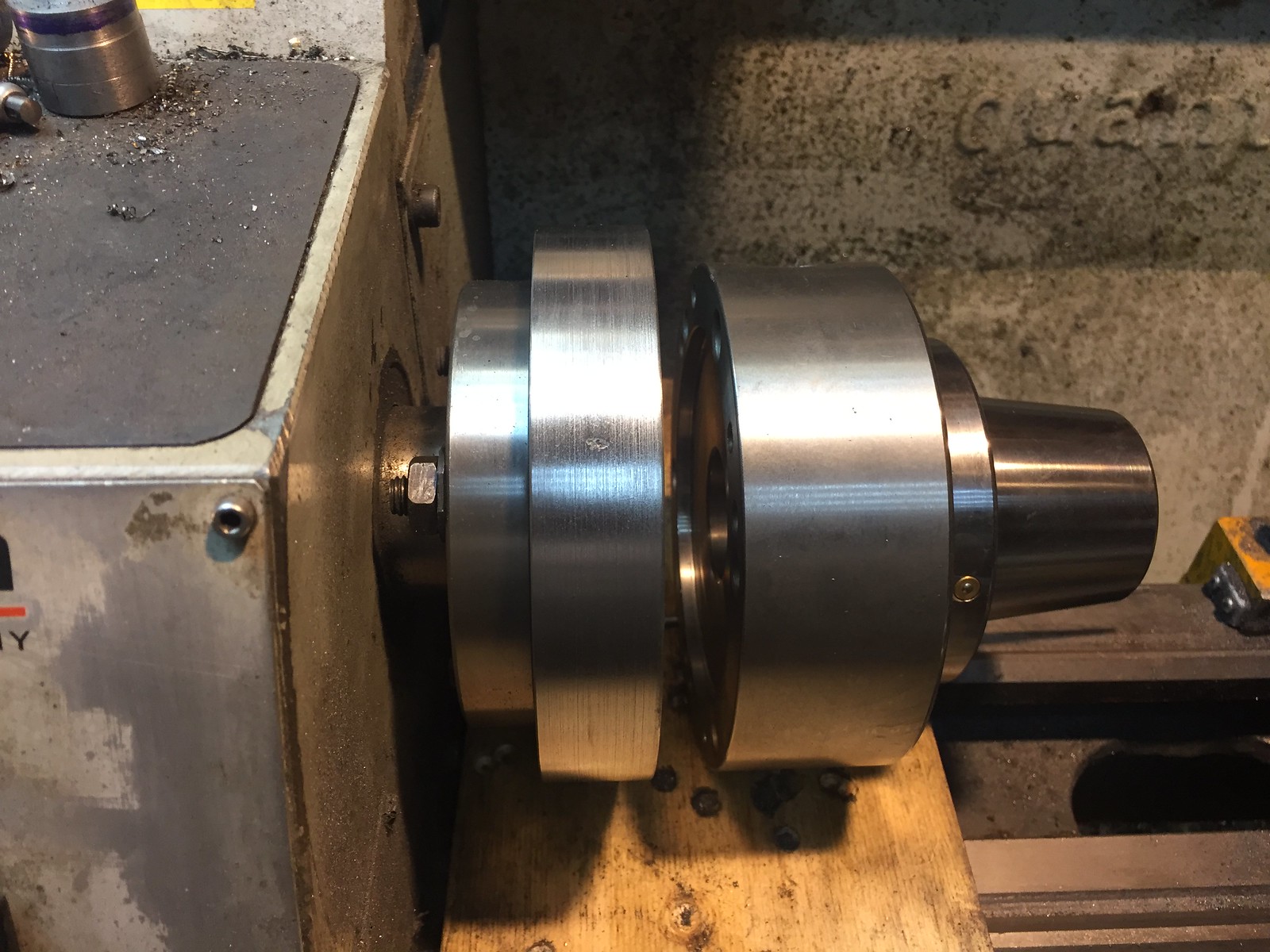
Фланец с прикрученным патроном, фланец получился чуть меньше диаметром, чем патро из-за того, что «черновой» размер заготовки был 125 мм. |

|
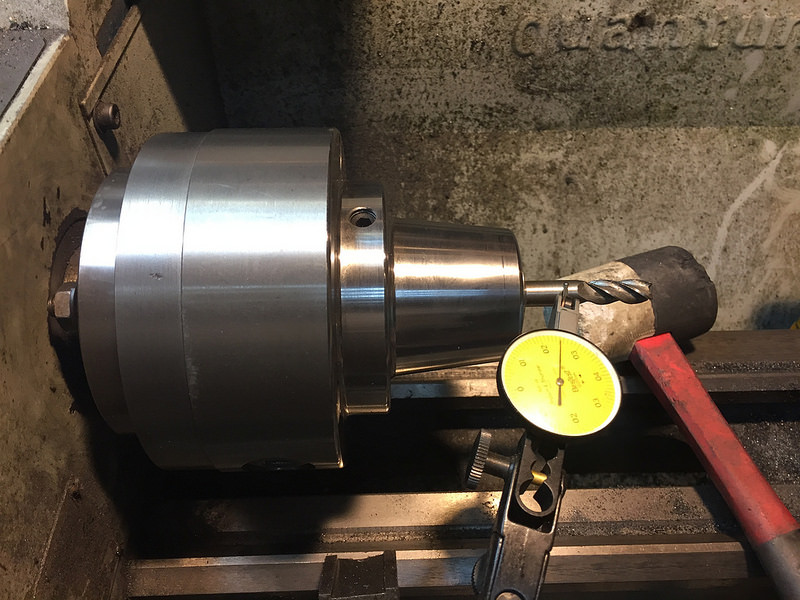
После обкатки и не большой подгонки, получаю на зажатой в цангу детали биение в пределах 2-х соток, мне хватит. |
Полученная точность в 2 сотки- это совокупность всей системы шпиндель-фланец-патрон-цанга-деталь, вполне достаточная для 99% задач, если необходимо будет точность сотку и меньше, если заморочиться и потратить еще вечер на подгонки, возможно прошлифовать посадку цанг в патроне- то наверное можно добиться.
Цанговый патрон очень удобен для чистовых работ- более высокая точность закрепления детали при переустановках, чем в трех кулачковом патроне, большая деликатность и сила зажатия, можно спокойно зажимать за резьбу.
Конечно, для него еще нужны сами цанги, притом в идеале набор, мой набор цанг 5С имеет диапазон зажатия от 1 до 25 миллиметров с шагом по миллиметру и их качество сильно роялит на конечном результате.
Новый патрон в работе:
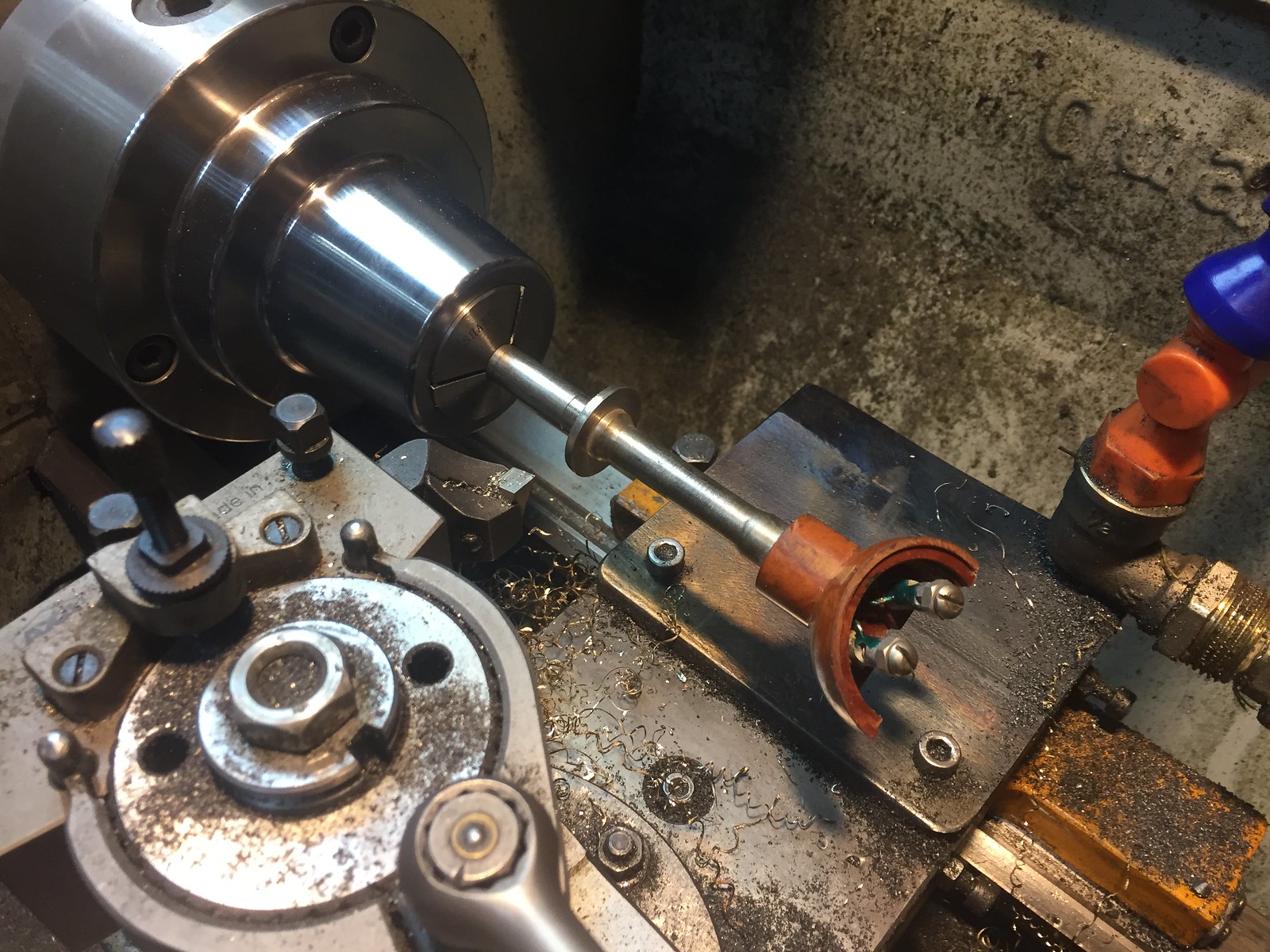
Самый смак вот в таких работах, специально еще сделал державку для дремеля:

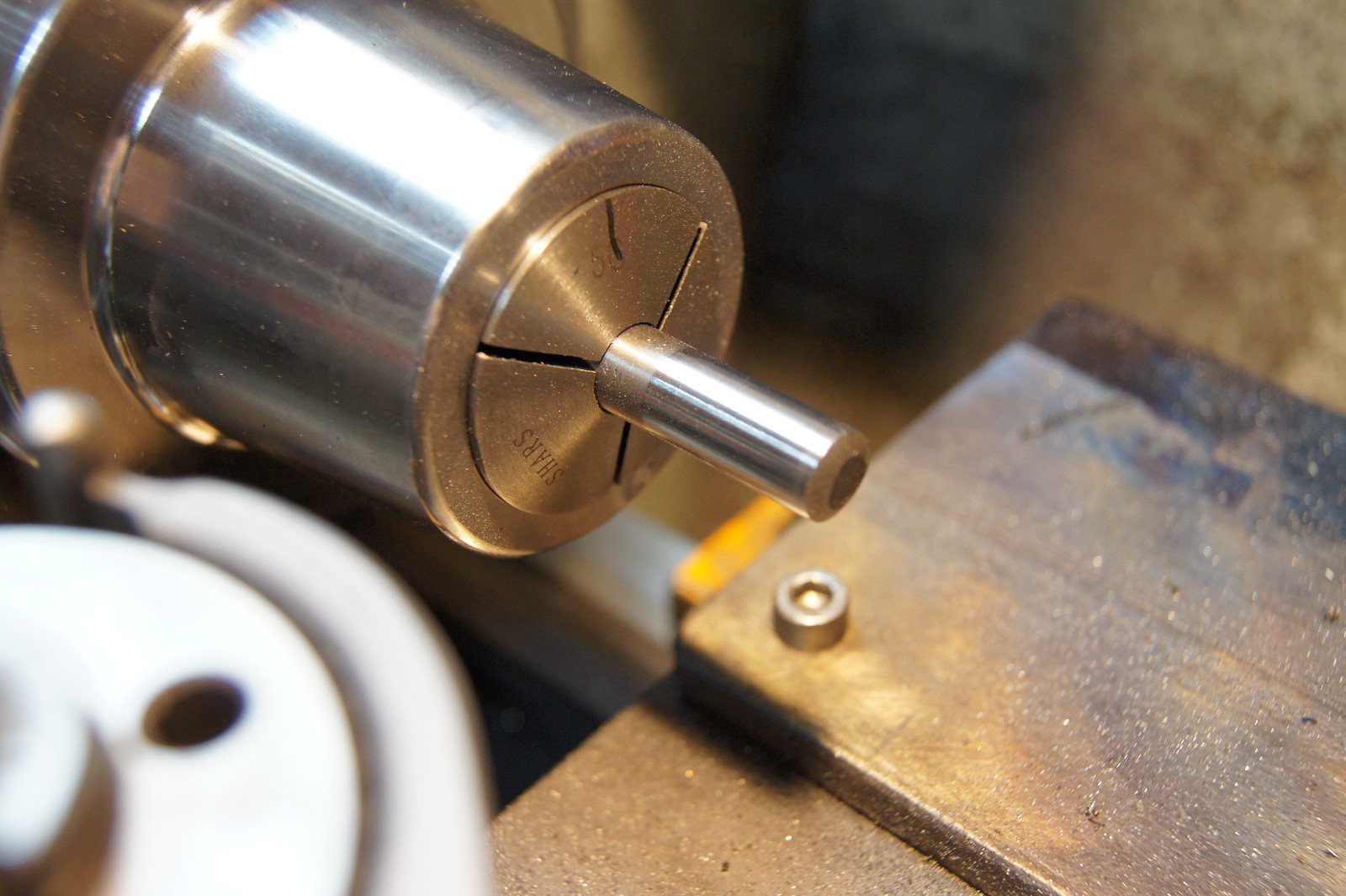
Результат первой шлифовки, самой обычной барабанной шкуркой, в один проход — восстановление хвостовика сверла после проворота в патроне:
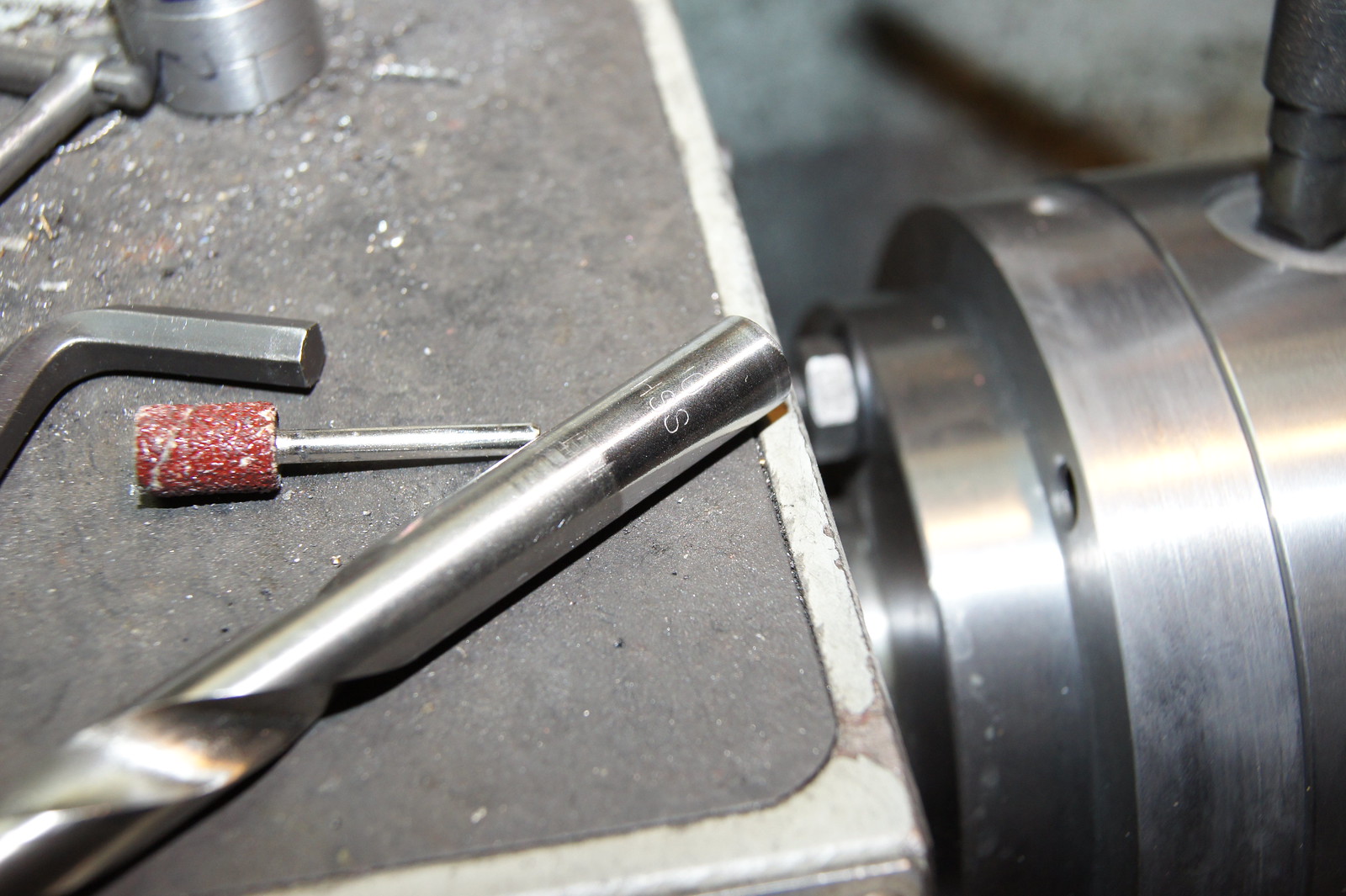
![]()